
Date:2025-07-23 Views:1002
This part is a copper - infiltrated steel compressor valve plate. It replaces four copper - brazed stampings made by machining, which had a material utilization rate of only 65%. To produce the unique geometry previously only achievable by combining four separate pieces, the manufacturer developed a complex three - part sintered - bonded assembly (body and two embedded valve seats). The final part must be flat, parallel, and have an excellent surface finish. The formed part has a typical density of 7.3g/cm3. Its tensile strength is 632MPa, yield strength is 474MPa, and compressive yield strength is 553MPa. The destructive strength confirms the sintered - bond strength. The inserts must withstand 15.8MPa without failing. The compressor valve plate is used in UL - certified compressors and must pass performance and leakage tests, such as no loss under 2MPa compressed air. It is used in compressors for diesel - truck air conditioning systems and stationary refrigeration applications. Powder metallurgy reduces costs by about 30%.
Large vane pumps are most commonly used in automotive steering systems. These pumps can operate at pressures up to 11.84MPa and speeds up to 7000r/min. Conventionally, given the cost - effectiveness of powder metallurgy for mass - produced parts, the side plates and pressure discs with oil outlet discs of vane pumps are typically manufactured using powder metallurgy. Now, industrial vane pump manufacturers have all switched to powder - metallurgy production. The production volume of vane pumps is attractive to powder - metallurgy manufacturers, and the near - net - shape feature of powder - metallurgy parts is appealing to automotive designers.
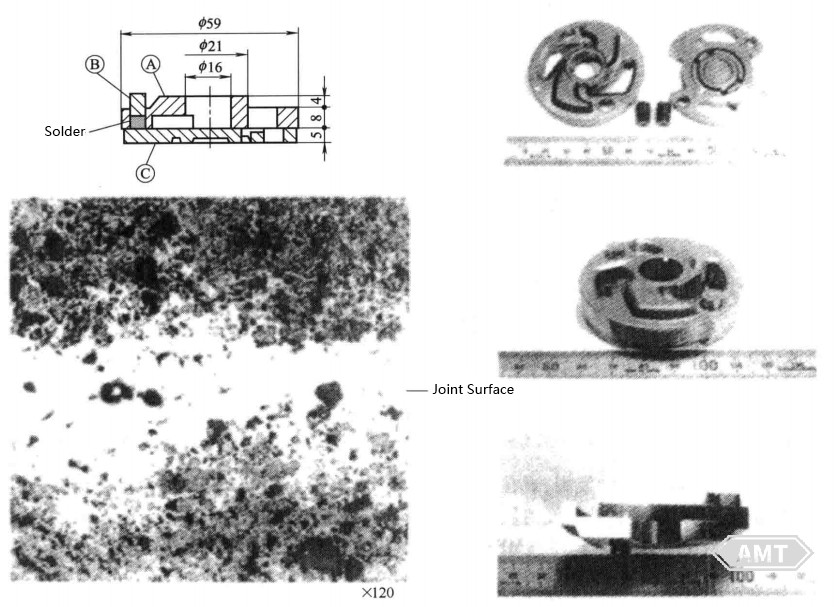
Figure 9-47 Vane Pump Side Plate (Brazing Bonding Example)

Figure 9-48 Oil Outlet Disc and Pressure Disc of Power Steering Pump
(1) Application: For automotive power steering.
(2) Material and Treatment:
Material Composition:
① Fe-2Cu-0.8C, 6.6g/cm3
② Fe-2Cu-0.8C, 6.6g/cm3 (formed in two layers with brazing material)
③ Fe-2Cu-0.8C, 6.6g/cm3
Manufacturing Method: Pin brazing and bonding.
(3) Description:
① After separately compacting parts A, B, and C, their green compacts are assembled and sintered. During sintering (1130℃, 30min), pin brazing occurs at all interfaces, creating a part with internal channels.
② B is a two - layer compact: one layer of Fe-2Cu-0.8C material and one layer of brazing material (for two bonds). As shown in Figure 9-47, after assembly, it is sent to the sintering process. During sintering, the brazing material melts, partially rising to the A/③ interface and the rest spreading to the A/C interface.
③ As shown in the microstructure photo of the bond, only a thin layer of brazing material penetrates the joint surface, greatly reducing pin brazing material consumption.
④ The upper end of B is machined in one operation after brazing.
⑤ The joint strength can be ensured to be the same as the strength of the material itself.
Due to the development of materials and heat treatment, cam rings are now also made by powder metallurgy. In this pump, the cam ring is subject to the most severe operating conditions and needs to have a very hard surface to withstand the contact friction with the vanes or sliding blocks. These cam rings are restricted to pressures not exceeding 15.8MPa due to the tangential stress they can withstand, making them suitable for automotive steering systems.
The following are two examples of powder metallurgy parts.
The side plate part is shown in Figure 9-49.
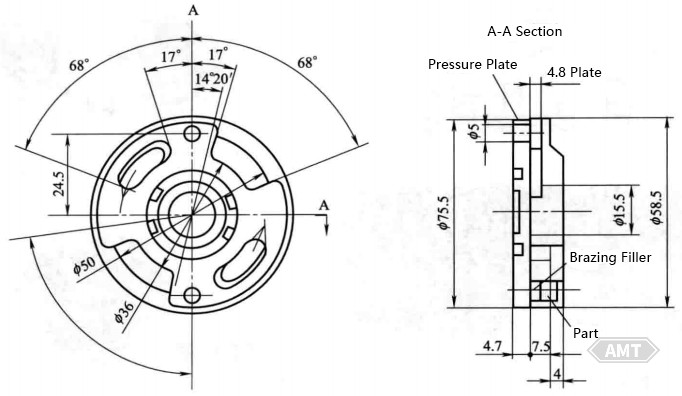
Figure 9-49 Side Plate Part Drawing
(1) Application: For automotive power steering pumps.
(2) Material and Treatment:
Material Composition: Cu1%~5%, C0.2%~1.0%, Fe balance.
Density: 6.5g/cm3.
Mechanical Properties: Tensile strength .9J/cm3.
Manufacturing Process: Compacting, sintering, assembly sintering, and pre - machining.
(3) Features: This is a part with a tunnel - like channel inside. It is made by first dividing the product into two pieces, then pressing and sintering them separately, and finally brazing them together. Both sintering and brazing are carried out in one sintering process.
The cam ring part is shown in Figure 9-50.
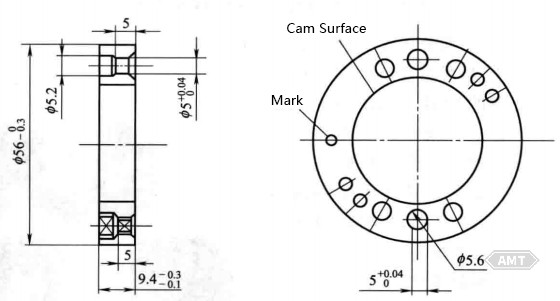
Figure 9-50 Cam Ring Part Drawing
(1) Application: For passenger car power steering pumps.
(2) Material and Treatment:
Material Composition: Fe-1.51% (carburized).
Density: 7.1g/cm3.
Manufacturing Process: Compacting, sintering, carburizing, quenching, and tempering.
(3) Features: The use of high - strength sintered material with a tensile strength greater than 980.6MPa makes it possible to switch from cast alloys to powder metallurgy materials. By controlling sintering deformation and quenching deformation, the grinding allowance on the inner - diameter cam surface can be minimized, thereby reducing subsequent machining costs.
Leave your email for more ebooks and prices📫 !
Contact:Fidel
Tel:021-5512-8901
Mobile:19916725893
Email:sales7@atmsh.com
Address:No.398 Guiyang Road Yangpu China