
Date:2025-07-23 Views:1001
From a design perspective, valve systems in hydraulic pumps and motors are crucial components. In many cases, they can only be manufactured using powder metallurgy processes, requiring the combination of multiple parts to include allpassageway and outlet details. Currently, valves are produced for rotor-type torque motors, radial piston motors, and steering system directional control valves.
As valves are external components requiring strict porosity control, they typically undergo copper infiltration or resin impregnation. While copper infiltration was the standard for sealing parts, resin impregnation, particularly with polyester resin, is now widely used due to material cost fluctuations. For oil passage structure, precision, and stability, powder metallurgy valves are generally preferred. Assembly is completed via subsequent machining. The powder metallurgy parts shown in Figure 9-43 are typical components assembled from multiple parts. Each part is made from three subparts, which are combined and sintered/brazed into a single unit. These parts are produced using powder metallurgy processes and face minimal competition from other manufacturing methods.
Below are several examples of powder metallurgy applications in valve systems.

Figure 9-43 Typical powder metallurgy valves and valve plates
Valve Plate (Figure 9-44)
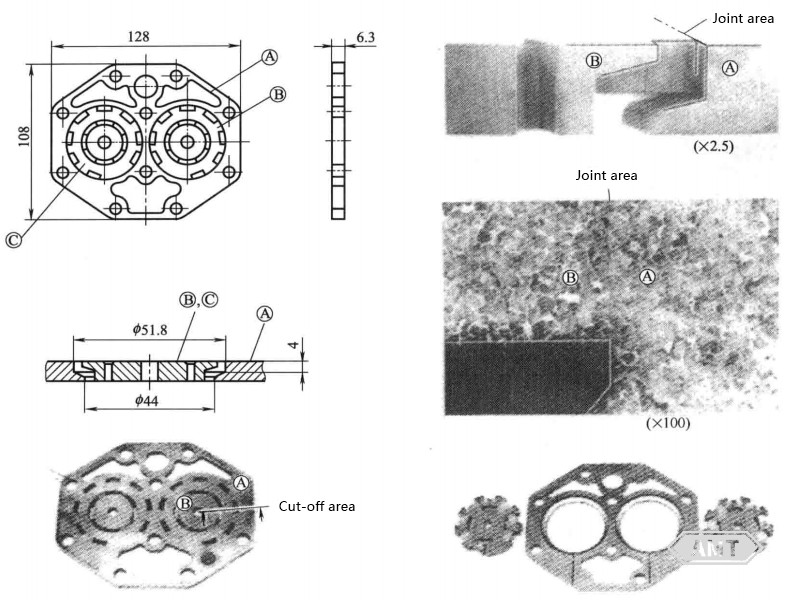
Figure 9-44 Valve Plate (Infiltration Bonding Example)
Application: Compressors for automotive air conditioners.
Material and Manufacturing Method:
Material Composition:
Fe-(0.4~0.1)C, 6.2g/cm3
Fe-(4~6)Cu-(0.2~0.6)C, 6.4g/cm3
Fe-(4~6)Cu-(0.2~0.6)C, 6.4g/cm3
Manufacturing Method: Infiltration bonding.
To ensure the structural integrity, precision, and stability of oil passages, powder metallurgy valves are generally preferred. Assembly is completed through subsequent machining. The typical powder metallurgy parts shown in Figure 9-43 are assembled from multiple components. Each part is made by assembling three subparts, which are then sintered and brazed into a single unit. These parts are produced using powder metallurgy processes and face minimal competition from other manufacturing methods.
Illustration:
Materials B and C, which have a different rate of dimensional change from material A, are assembled into A. Once sintered (at 1130℃ for 15 minutes), the assembly is copper-infiltrated (at 1130℃ for 30 minutes) to achieve full densification and a high-strength bond.
During forming, each part is marked to ensure phase alignment. These marks must be removed by grinding after assembly.
The bonding strength is evaluated by the method of separating A from B and C, and the separation load should be greater than 6×103 N.
This valve body assembly, produced by Metal Injection Molding (MIM) using 50Ni-50Fe material, serves as a control valve for chemical and oil flow instruments and sensors. It replaces an assembly that previously consisted of two conventional powder metallurgy parts and two machined parts. The final sintered density of the part is 8.05g/cm3, with a hardness of 55HRB, 25% elongation, a tensile strength of 515MPa, and a yield strength of 195MPa. When assembled within a control valve, the valve body assembly is subjected to magnetic flux. Due to its one-piece construction, the magnetic circuit's reluctance is significantly reduced compared to previous designs. The MIM design, with minimal magnetic hysteresis losses, offers superior performance and quality.

Figure 9-45 Valve Body Assembly
This part is a copper-infiltrated steel compressor valve plate. It replaces four welded stampings, which had a material utilization rate of only 65%. To create this unique geometry, previously possible only by combining four pieces, the manufacturer designed a sintered-bonded assembly of three parts (body and two embedded valve seats). The final part must be flat, parallel, and have good surface roughness. The formed part has a typical density of 7.3g/cm3, with a tensile strength of 632MPa, yield strength of 474MPa, and compressive yield strength of 553MPa. The bond strength confirms the sintered-bonded joint's integrity. The inserts must withstand 15.8MPa without failing. The valve plate is used in UL-certified compressors and must pass performance and leakage tests, such as no loss under 2MPa compressed air. It is used in compressors for diesel truck air conditioners and fixed refrigeration applications. Powder metallurgy reduces costs by about 30%.

Figure 9-46 Compressor Valve Plate
Leave your email for more ebooks and prices📫 !
Contact:Fidel
Tel:021-5512-8901
Mobile:19916725893
Email:sales7@atmsh.com
Address:No.398 Guiyang Road Yangpu China