
Date:2025-06-18 Views:1008
Table of Contents
The Progress of Conventional Powder Metallurgy Structural Parts in Automobile Applications
The inherent advantages of powder metallurgy parts
Progress in Conventional Powder Metallurgy Parts Applications
Powder metallurgy is a novel metal forming technology that uses metal powder as the basic raw material to manufacture metal parts through forming and sintering processes.
The first mechanical parts produced in bulk using the powder metallurgy process were sintered bronze oil-containing bearings (also known as powder metallurgy self-lubricating bearings). These bearings were developed and manufactured by the research laboratory of General Electric and began to be used in the Deleo Buick generator of automobiles in 1922, marking the beginning of the sintered metal oil-containing bearing industry. Up until the early 1960s, sintered bronze oil-containing bearings were the primary powder metallurgy parts.
In 1937 and 1938, the Marine Products Division of General Motors successfully developed iron-based powder metallurgy oil pump gears (see Figure 4-1). Given that powder metallurgy oil pump gears were more cost-effective and material-efficient than cast iron gears manufactured by hobbing (with a material utilization rate of 36%), a large British automobile company switched all its oil pump gears to powder metallurgy gears in 1940. This marked a significant advancement in the history of powder metallurgy structural parts. then Since, powder metallurgy structural parts have become firmly established in the automobile industry.

Figure 4-1 Iron-based powder metallurgy oil pump gears developed and produced by GM in the late 1930s.
Thus, the origin and development of powder metallurgy parts have been closely linked to the automobile industry. Recognizing the tremendous potential of powder metallurgy parts, the three major American automobile companies established their own powder metallurgy divisions as early as the 1940s to develop and produce iron-based powder metallurgy structural parts for their own use. As the application and development of powder metallurgy parts expanded, an increasing number of independent powder metallurgy part manufacturers emerged, all serving the needs and development of the automobile industry. According to statistical data, the primary market for powder metallurgy parts has always been the automobile industry, accounting for 70% to 75% in North America, 80% in Western Europe, and approximately 90% in Japan. This indicates a symbiotic and mutually beneficial relationship between the powder metallurgy parts industry and the automobile industry.
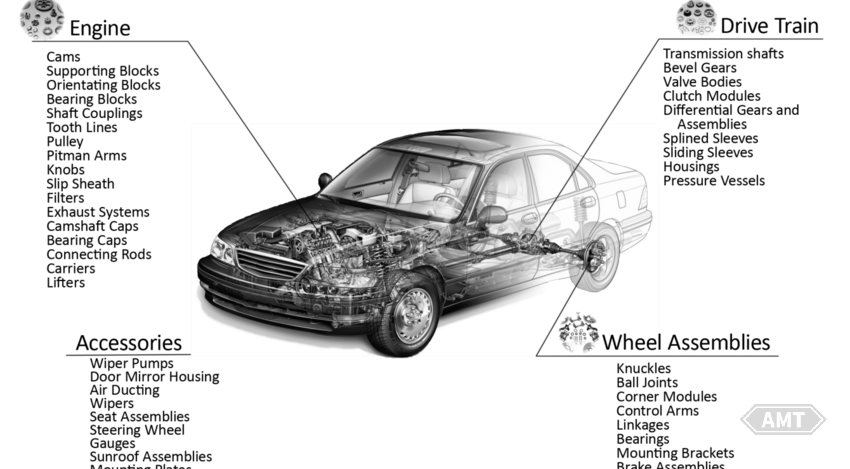
Figure 4-2 Typical powder metallurgy parts used in American passenger cars in the early 1990s
Since the 1940s, over the course of 50 years of development until the early 1990s, powder metallurgy parts have become indispensable basic components in automobile manufacturing. As shown in Figure 4-2, these parts were typical of those used in American passenger cars in the early 1990s.
Powder metallurgy parts used in automobile manufacturing are primarily sintered metal oil-containing bearings and powder metallurgy structural parts. The former is mainly produced from 90Cu-10Sn bronze, while the latter is essentially manufactured using iron powder as the basic raw material. Since the 1960s, due to the rapid development and improvement of iron powder production technology and quality, the market for powder metallurgy structural parts has expanded rapidly, with production increasing accordingly. However, sintered metal oil-containing bearings still accounted for 58.3% (by mass) of the Japanese market in the automotive (including motorcycle) industry in 2008. In 2008, Japan's production of powder metallurgy structural parts was 103,942 tons, of which 94,168 tons were used in automobiles (including motorcycles), representing 90.6% of the total production. This clearly demonstrates the close interdependence between the powder metallurgy parts industry and the automotive (including motorcycle) industry.
In the 1980s, the production and improvement of water-atomized iron-based powders created conditions for the manufacture of high-density, high-strength, and complex-shaped parts using powder metallurgy processes. Powder forging technology, which gained widespread attention in the early 1970s, saw its automotive engine connecting rods enter the North American market by the mid-1980s. This advanced the production technology of powder metallurgy parts to new heights and significantly increased the market share of powder metallurgy parts in the automotive sector.
Another metal forming process that emerged in the early 1970s, metal powder injection molding (MIM), began to be used in the early 21st century for the production of small, complex-shaped, high-density, and high-strength powder metallurgy parts after over 30 years of development. This opened up a new avenue for the development of automotive parts.
Before the 1970s, iron powder used for producing iron-based structural parts was primarily manufactured via the reduction process from iron oxides (such as iron ore powder or rolled steel scale). Consequently, various production processes were developed to produce parts with higher density, including single pressing/single sintering, double pressing/double sintering, copper infiltration, warm pressing, and powder forging. Parts produced using these processes are generally referred to as conventional powder metallurgy structural parts. However, it should be noted that the production costs of powder metallurgy structural parts (hereinafter referred to as PM parts) vary depending on the raw iron powder and production processes used. As shown in Figure 4-3, parts produced using the single pressing/single sintering process have the lowest cost, while those produced using powder forging have the highest.
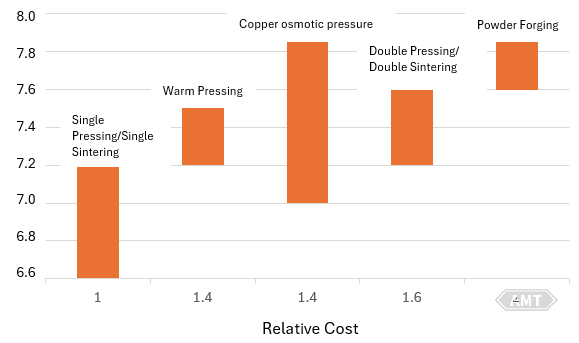
Figure 4-3 The relationship between density and relative cost
According to literature reports, in 2005, the average usage of powder metallurgy parts per vehicle produced by General Motors (GM) in the United States was 20.5 kg, Ford Motor Company at 21 kg, DaimlerChrysler at 18.6 kg, Toyota Motor Corporation at 14.5 kg, Honda Motor Co., Ltd. at 16.8 kg, and Nissan Motor Corporation at 14.1 kg. In 2007, the average usage of powder metallurgy parts per vehicle produced by Hyundai Motor Company in South Korea was 8.0 kg. Figure 4-4 illustrates the progress in the mass of powder metallurgy parts used in light vehicles (including passenger cars) in North America, Japan, and China since the 1980s.
Over the past half-century, powder metallurgy parts have been widely applied in the automotive industry due to their inherent advantages that have gradually been recognized and utilized.
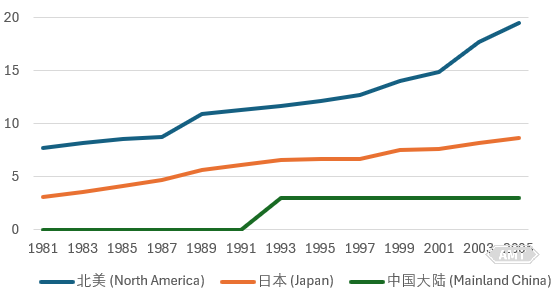
Figure 4-4 Progress in the Weight of Powder Metallurgy Parts
Powder metallurgy parts as an emerging metal part forming process are particularly suitable for mass production industries like automotive manufacturing. The production cost of powder metallurgy parts mainly depends on mold and equipment expenses, while material, labor costs, and loan interest rates are essentially independent of production volume. Additionally, powder metallurgy forming technology is a true minimal or no-cutting process. The inherent advantages of powder metallurgy parts can be summarized in the following five points.
1. Material conservation and energy saving. Figure 4-5 shows the material utilization rates and energy consumption of various metal part forming methods. It is evident that powder metallurgy has the highest material utilization rate and the lowest energy consumption.
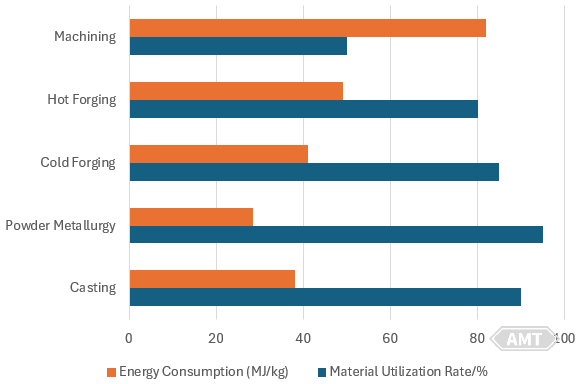
Figure4-5 Utilization rate and energy consumption
2. The production cost of powder metallurgy parts primarily depends on mold and equipment expenses, as shown in Figure 4-6.
3. The material density of powder metallurgy parts is controllable. Generally, the material density of powder metallurgy parts varies with their application. For instance, the material density of sintered metal oil-containing bearings is 20% to 25% lower than that of the same composition cast materials and 10% to 15% lower than that of powder metallurgy structural parts. Even for powder-forged connecting rods, although their material density is no less than 7.79 g/cm3;, their weight is still 10% lower than that of hammer-forged steel connecting rods due to certain structural modifications. Therefore, the extensive adoption of powder metallurgy parts contributes to the lightweight design of automobiles.
4. Parts with special properties can be manufactured using powder metallurgy processes from specialized materials according to the functional requirements of the parts. For example, the wear-resistant and heat-resistant valve seat rings used in gasoline engines after the switch to lead-free gasoline are a typical case.
5. Complex automotive part assemblies can be produced using powder metallurgy processes. For example, the composite planetary gear carrier shown in Figure 4-7 is made by sintering and brazing three parts. The central part has a material density of 7.08 g/cm3;, and the end panels have a density of 6.8 g/cm3;. Compared to competing materials, this approach not only reduces part weight but also significantly lowers production costs.
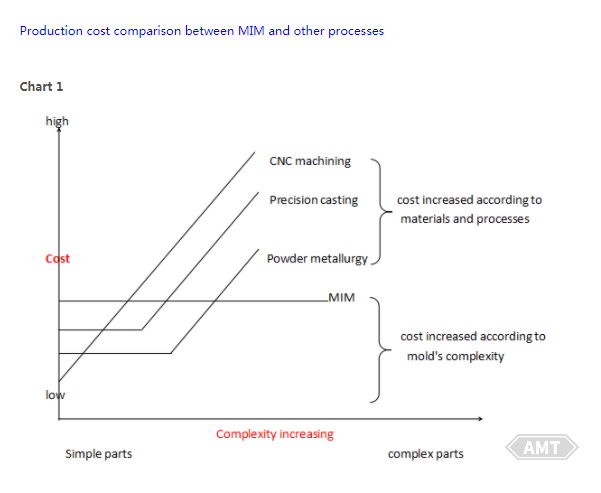
Figure 4-6 Relationship Between Powder Metallurgy Part Production Volume and Production Costs

Figure 4-7 Composite Planetary Gear Carrier
As a metal part forming process with minimal or no cutting for automotive parts manufacturing, powder metallurgy technology has always been valued by the global automotive industry. In 2007, the average usage of powder metallurgy parts per vehicle produced in the United States reached 20 kg. Given that the average mass of a vehicle is 1,000 kg, this means that iron-based powder metallurgy parts accounted for 1.75% of the mass of vehicles produced in the United States. This ratio was 0.42% in 1977, 0.61% in 1987, and increased to 0.95% in 1997, nearly doubling over the past decade. It is reported that a modern vehicle consists of approximately 20,000 parts, and preliminary statistics indicate that there are over 230 types of powder metallurgy parts used in passenger cars, totaling about 750 pieces. This means that, in terms of the number of parts used in vehicle production, powder metallurgy parts account for approximately 3.75%. This indicates that powder metallurgy parts used in vehicles are essentially small-sized parts. Most small automotive parts are produced through casting, forging, welding, and machining processes. However, powder metallurgy parts can replace some cast/machined parts, forged/machined parts, and steel machined parts, saving a significant amount of material and energy, reducing production costs, and even reducing part weight, which is beneficial for vehicle lightweight design and environmental protection.
The physical and mechanical properties of powder metallurgy parts are related to the material density, which, under a certain compaction pressure, depends on the performance of the raw iron powder. Figure 4-8 shows the improvement in the material density of iron-based parts from 1965 to 1995. The figure illustrates the iron powder grades of Hoganas AB in Sweden, where NC100.24, SC100.26, and MH100.24 are reduced iron powders, and AHC100.24, ASC100.29, and ABC100.30 are water-atomized iron powders, with Kenolube being the lubricant. It can be seen that before the mid-1970s, the raw iron powder used for automotive powder metallurgy parts was essentially reduced iron powder, and the material density of powder metallurgy parts was generally no higher than 6.8 g/cm3;. After entering the 1980s, with the extensive development and production of water-atomized iron-based powders, high-density, high-strength, and complex-shaped parts have been extensively developed and advanced. The production status and progress of powder metallurgy automotive parts before the 1970s, during the mid-1980s to mid-1990s, and after entering the 21st century are introduced below.
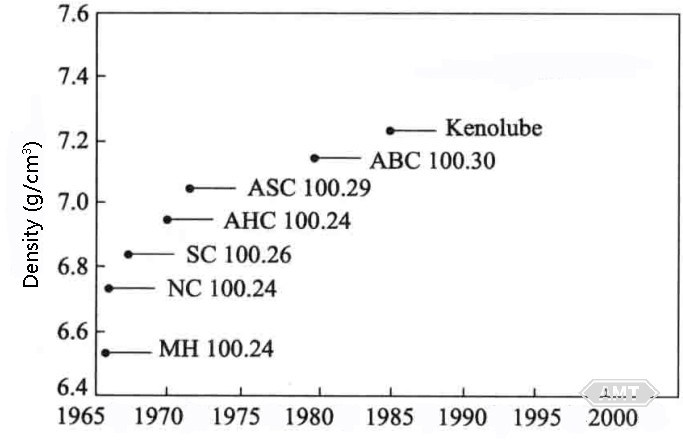
Figure4-8 Improvement of Density of Iron based Parts Materials from 1065 to 1995
According to L. A. Winquist, around 1973, the application of powder metallurgy parts in Ford automobiles was as follows.
(1) Applications in Engines
As shown in Figure 4-9, powder metallurgy parts primarily used in engines included oil pump rotors and gears, crankshaft sprockets, and rocker arm pivot shafts. Many of these parts underwent multiple design and production improvements over a period of 15 years.

Figure 4-9 Powder Metallurgy Parts Applied in Engines
(2) Applications in Automatic Transmissions
In the three types of automatic transmissions produced by Ford Motor Company in the 1970s——C6, FMX, and C4——powder metallurgy parts were utilized, with the C6 automatic transmission (see Figure 4-10) employing the most. Figure 4-11 illustrates a cross-sectional view of the C6 automatic transmission. The following provides a brief description of the parts shown in Figure 4-11.
1 Clutch plates: A total of 4 plates in 3 different configurations were used. The material was an iron-copper-carbon alloy with a density of 6.8 g/cm3;, and the part diameter ranged from 15 to 18 cm. Powder metallurgy parts replaced cast/machined parts.
2 Output shaft hub: Originally a forged/machined part, it was later converted to an iron-copper-carbon alloy powder metallurgy part with a density of 6.8 g/cm3;. Copper-infiltrated iron-based parts were previously used. The material required good mechanical strength and machinability for spiral spline processing on the outer diameter.
3 Crown gear hub: This part had a complex shape with 7 surfaces. Similar to the output shaft hub, it required good machinability for spiral spline processing on the outer diameter. The material was an iron-copper-carbon alloy with a density of 6.8 g/cm3;.
4 Torque converter turbine hub: Originally manufactured by forging/machining, it was later converted to an iron-copper-carbon alloy powder metallurgy part with a density of 6.8 g/cm3;. Copper-infiltrated iron-based powder metallurgy parts were previously used.
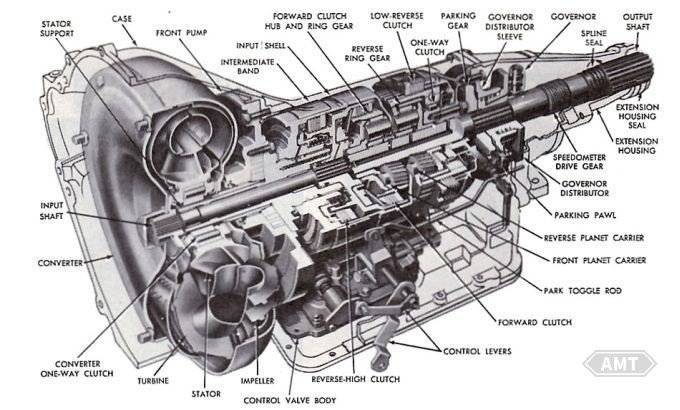
Figure 4-10 Cross-sectional View of C6 Automatic Transmission
5 Lockup mechanism: This part was made of an iron-copper-carbon alloy powder metallurgy material with a density of 6.8 g/cm3; and underwent heat treatment. It was required to withstand a static wheel tooth load of no less than 55 kN.
6 Shift fork shaft: This part had a very precise outer diameter tolerance. To prevent jamming during operation, the microstructure after heat treatment needed to be stable.
7 Oil pump gears: The involute and thickness tolerances of the gears were very precise. To enhance wear and scuff resistance, the teeth underwent steam oxidation treatment.
8 Servo-sleeve: This powder metallurgy part is not depicted in Figures 4-10 and 4-11. It served as a transducer for the clutch brake band. The material was an iron-copper alloy with a density of 6.2 g/cm3;. To achieve highcompressive yield strength, the part required heat treatment.

Figure 4-11Powder metallurgy parts used in automatic transmissions
In other automatic transmission models, the powder metallurgy parts used were essentially similar, though there were some exceptions. For instance, in the FMX automatic transmission, the front clutch hub was produced using copper-infiltrated iron-based materials. The servo rod was converted from a cast/machined part to a powder metallurgy part in the early 1970s.
It is evident that most powder metallurgy parts in automatic transmissions during the early 1970s were manufactured using medium-density (6.8 g/cm3;) iron-copper-carbon alloys. Some parts were initially produced via copper infiltration but were later switched to iron-copper-carbon alloys due to economic considerations. However, certain parts continued to be produced using copper infiltration. Additionally, to conserve materials, energy, and reduce production costs, these parts were largely converted from cast/forged/machined components to powder metallurgy parts.
(3) Applications in Chassis
At that time, Ford Motor Company utilized a limited number of powder metallurgy parts in the chassis, specifically in suspension ball joint bearings and steering column joints. The ball joint bearings were spherical oil-containing bearings produced via powder metallurgy, a process that had been in use for many years and was exclusive to powder metallurgy. The steering column joint underwent extensive redesign and testing before being put into production and use. With a density of 6.8 g/cm3;, the material was a powder metallurgy iron-carbon alloy. These two parts are illustrated in Figure 4-12.

Figure 4-12 Steering column joint and suspension ball joint bearing
(4) Applications in Power Steering Units
The power steering pump was an excellent example of a component utilizing powder metallurgy parts, including the rotor and upper/lower discs, as well as the brake, as depicted in Figures 4-13 and 4-14. The design of the upper and lower discs was unique, making it impossible to produce them in large quantities and cost-effectively using any other method. To enhance wear resistance and minimize dimensional deformation, the upper and lower discs underwent steam oxidation treatment. The rotor was heat-treated to increase strength and wear resistance. The brake was not a component of the pump but rather an integrated part of the overall function. This part featured a long sleeve with multiple surfaces and was extremely difficult to machine, requiring copper infiltration, making it a challenging part to produce.
(5) Applications in Windshield Wiper Motors
The windshield wiper motor utilized several powder metallurgy parts, as shown in Figure 4-15, including gears, pinions, cams, and numerous oil-containing bearings. Some of these parts had been in use since 1958. The physical and mechanical property requirements and dimensional tolerances for iron-based powder metallurgy structural parts became increasingly stringent with each design generation. The windshield wiper motor is illustrated in Figure 4-16. All parts were made of an iron-copper-carbon alloy with a density of approximately 6.2 g/cm3;, functioning to transmit energy through a combination of worm gears, bevel gears, and spur gears.
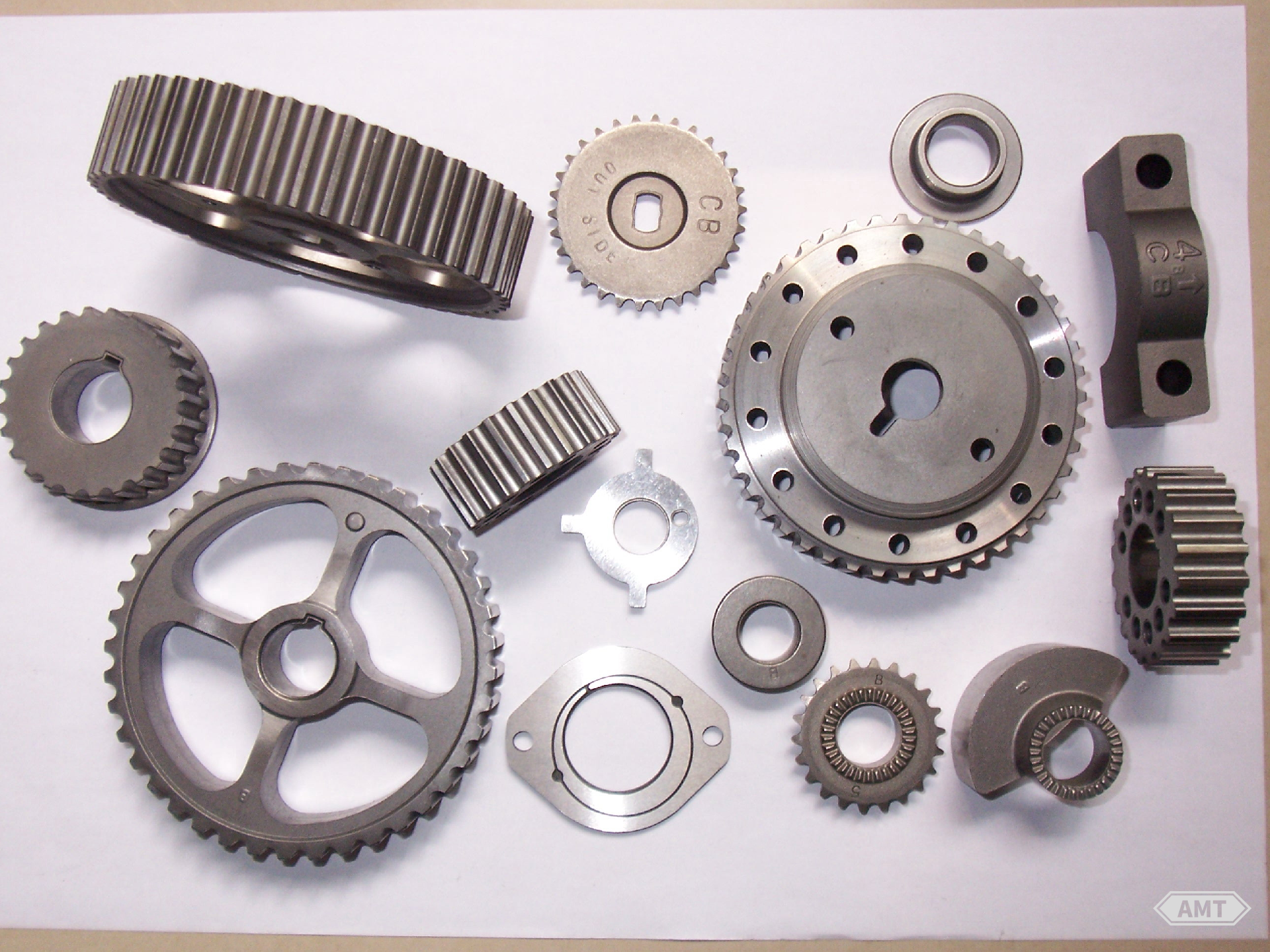
Figure 4-13: Powder Metallurgy Parts in Power Steering Pump

Figure 4-14: Upper and Lower Discs Produced via Powder Metallurgy for Power Steering Pump

Figure 4-15: Powder Metallurgy Parts Used in Wiper Motor

Figure 4-16: Front Windshield Wiper Motor
In addition to the aforementioned applications, other powder metallurgy parts used in Ford automobiles included:
1 Shock absorber components such as pistons, guides, and valve seats, which began production and application around the late 1950s.
2 Rearview mirror brackets bonded to the front windshield and used to mount the rearview mirror. Stainless steel was employed for corrosion resistance.
3 Hinge door limiters used to control the door's semi-locked position via a cam mechanism.
4 Steering lock components, as shown in Figure 4-17, which included a door lock, an oil pump gear, and a door lock composed of two parts. The two parts were combined in the green state and joined via copper infiltration.
5 Small motor commutators used to replace extruded or stamped iron commutators to generate a magnetic field.
6 Various oil-containing bearings and bushings used in starters, generators, heating devices, and air conditioner motors. These were produced via powder metallurgy using 90-10 bronze, low bronze (60 iron-40 bronze), iron-bronze bimetal (internal bronze and external iron), and iron.
The 25 years following the 1980s marked a rapid development period for automotive powder metallurgy parts. As shown in Figure 4-4, the average mass of powder metallurgy parts per light vehicle (including passenger cars) in North America increased from 7.7 kg at the end of the 1970s to 19.8 kg per vehicle in 2007, representing a 1.57-fold increase. Tables 4-1 and 4-2 list some powder metallurgy parts used in automotive engines and transmissions produced in North America since 1980.
At the end of the 20th century, there were 29 types of powder metallurgy parts used in American automotive engines, as shown in Table 4-1. It should be noted that the parts listed in the table are a compilation of powder metallurgy parts used in various engine models. In reality, the number of powder metallurgy parts used in different engine models varies, although some are common.
Table 4-1: Powder Metallurgy Parts Used in North American Automotive Engines Since 1980
| No. | Application Position | Powder Metallurgy Part Name |
| 1 | Engine | Balance shaft gear, crankshaft |
| 2 | Crankshaft journal | |
| 3 | Crankshaft bearing cap | |
| 4 | Crankshaft fixing bracket | |
| 5 | Crankshaft retaining rin | |
| 6 | Connecting rod | |
| 7 | Camshaft bearing cap | |
| 8 | EFI timing sensor ring | |
| 9 | Oil pump gear and rotor | |
| 10 | Rocker arm ball | |
| 11 | Rocker arm support | |
| 12 | Tensioner support plate | |
| 13 | Tensioner pulley | |
| 14 | Intermediate shaft timing sprocket, gear | |
| 15 | Crankshaft timing sprocket, belt pulley, gear | |
| 16 | Camshaft timing sprocket, belt pulley, gear | |
| 17 | Intake valve guide | |
| 18 | Valve seat ring: intake, exhaust | |
| 19 | Water pump impeller | |
| 20 | Water pump pulley | |
| 21 | Water pump belt pulley or flange | |
| 22 | Engine fuel system | Fuel injection sprocket |
| 23 | Fuel injector parts | |
| 24 | Fuel pump eccentric ring | |
| 25 | Fuel pump gear/rotor | |
| 26 | Engine, starter motor | Starter motor frame |
| 27 | Starter motor small gear | |
| 28 | Starter motor pinion iron core block | |
| 29 | Starter motor plate |
Table 4-2: Powder Metallurgy Parts Used in North American Automotive Transmissions Since 1980
| Automatic Transmission Parts | Manual Transmission Parts | |||
| Direct Clutch Hub | Planetary Carrier Housing | One-way Clutch Inner Ring | Pump Hub | Brake Drum and Guide Plate |
| Driven Sprocket | Planetary Carrier Bushing/Pipe | One-way Clutch Outer Ring | Pump Blade | Shift Fork |
| Driven Chain Wheel | Ring Gear | One-way Clutch Outer Hub | TCC Hub | Synchronizer Ring |
| Forward Clutch Hub | Support Hub | Output Shaft Hub | Clutch Ring | Synchronizer Outer Sleeve |
Speed Changer Matching Sleeve and Sleeve | TCC Sleeve | Pressure Reaction Plate | TCC Turbine Hub | Synchronizer Hub |
| Parking Pawl | TCC Hub | Pump Bushing | Synchronizer Key | |
| Parking Gear | Clutch Hub | Pump Gear/Impeller | Shift Shaft | |
| Planetary Gear Carrier | Intermediate Clutch Hub | Pump Rotor | ||
| One-way Clutch Inner Hub | ||||
Tables 4-3 and 4-4 list the powder metallurgy parts used in the 2002 GM Vortec 4.2L and Daimler-Chrysler 2.7L engines, respectively.
| Name | Quantity / Pcs | Name | Quantity / Pcs |
Connecting Rod | 6 | Oil Pump Gear Set | 1 |
| Crankshaft Bearing Cap | 7 | Camshaft Sprocket | 1 |
| Valve Seat Ring | 24 | Crankshaft Sprocket | 1 |
| Intake Valve Guide | 24 | Aluminum Alloy Air Conditioning Cover | 1 |
| Aluminum Alloy Crankshaft Bearing Cap | 14 | Totally | Approximately 13.6kg, 79 P/M Parts |
Table 4-4 Powder Metallurgy Parts Used in the 2002 GM Vortec 4.2L Engine
| Name | Quantity / Pcs | Name | Quantity / Pcs |
Connecting Rod | 6 | Intake Valve Guide | 24 |
| Crankshaft Bearing Cap | 4 | Aluminum Alloy Crankshaft Bearing Cap | 24 |
| Camshaft Sprocket | 1 | Water pump pulley | 1 |
| Intake Valve Guide | 4 | ||
| Valve Seat Ring | 24 | Totally | 8 types of powder metallurgy parts, totaling 88 pieces |
Leave your email for more ebooks and prices📫 !
Contact:Fidel
Tel:021-5512-8901
Mobile:19916725893
Email:sales7@atmsh.com
Address:No.398 Guiyang Road Yangpu China